
Introduction
In modern production processes, maintaining the quality and traceability of Lithium batteries is essential. This includes tracking incoming materials, production processes, product batches, manufacturers, production dates, and other critical information. To achieve this, QR codes have emerged as a practical solution to store key information in the battery cases. However, traditional inkjet coding technology lacks durability and permanence, leading to missing information over time. On the other hand, laser marking offers several advantages, such as strong permanence, high anti-counterfeiting capabilities, precision, abrasion resistance, and reliability, making it the ideal solution for QR code tracing. This article discusses the process analysis of laser marking QR codes on aluminum alloy and presents experimental results and analysis.
Marking Equipment and QR Code Requirements
The laser marking process involves using the following apparatus and meeting specific QR code requirements:
Apparatus:
Han’s Laser HFM-100W MOPA Fiber Laser
10mm oscillating mirror
f = 160mm field lens
Marking software HLM marking software from Han’s Laser

QR Code Requirements:
Overall size: 10*10mm, 2D code area range: 8*8mm
Code reading grade A
Marking time: 2 seconds per piece (2s/pcs)
Methods:
Two different laser marking methods were utilized:
(1) Laser low-speed marking on the surface of aluminum alloy sheet
(2) High-speed and then low-speed marking: This involved high-speed removal of the oxide layer on the aluminum alloy sheet, followed by low-speed laser marking.

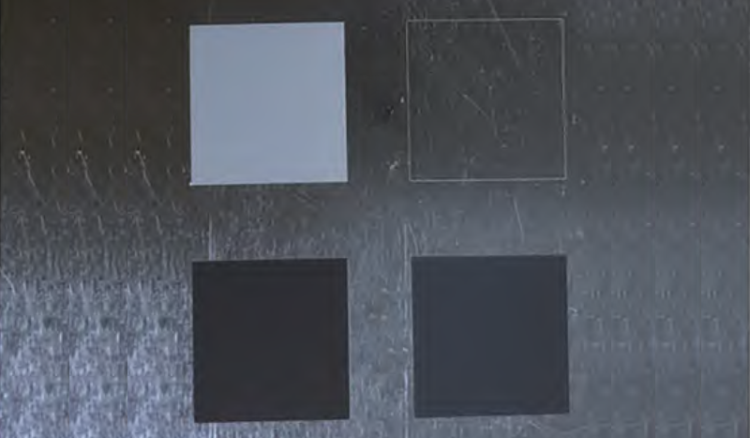
Experimental renderings
Experimental Results and Analysis
The experimental results showed noticeable differences between the two laser marking methods:
The QR code produced by Method 2 had a darker gray scale compared to Method 1.
The QR code created by Method 2 met the requirement of code reading grade A.

Code reading level
In-depth analysis of the experimental results revealed the underlying reasons for these differences:
SEM (Scanning Electron Microscope) imaging of the samples provided valuable insights:
Method 1 (Low-speed marking): Most labeled areas displayed micron-sized pores with numerous mounds of aggregates at different surfaces.

Method 2 (High-speed white sweep): Laser spots formed large holes on the sample surface without overlapping. The formed holes were not fused, and only a few alumina particles were attached.
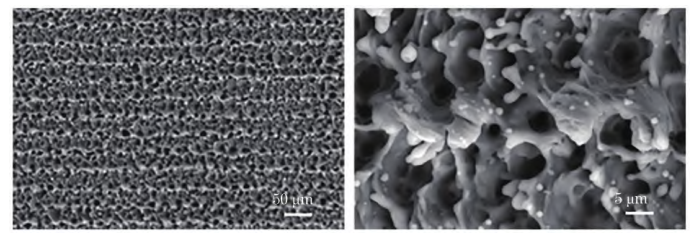
Method 3 (High-speed white sweeping and low-speed blackening): After the first rapid marking, the surface roughness increased, the oxide film was removed, and the second marking became more intense. The laser-ablated molten aluminum recondensed to form a short-range bar structure, which adsorbed nanometer particles and flocs.

Conclusion
The use of the first low-speed and then high-speed laser marking process, resulting in graphics with higher gray scale, is more suitable for industrial packaging aluminum surface QR code marking. The formation of micron pore structures induced by laser on aluminum alloy surfaces, along with the presence of submicron and nanometer particles, contributes to the changes in gray scale and enhances anti-reflective properties, ultimately presenting a deeper black appearance. Laser marking emerges as the optimal method for ensuring the permanence and traceability of QR codes on aluminum alloy surfaces in the production of Lithium batteries.