

Introducción
En los procesos de producción modernos, mantener la calidad y la trazabilidad de las baterías de Litio es fundamental. Esto incluye el seguimiento de materiales entrantes, procesos de producción, lotes de productos, fabricantes, fechas de producción y otra información crítica. Para lograrlo, los códigos QR han surgido como una solución práctica para almacenar información clave en las cajas de las baterías. Sin embargo, la tecnología de codificación de inyección de tinta tradicional carece de durabilidad y permanencia, lo que lleva a la pérdida de información con el tiempo. Por otro lado, el marcado láser ofrece varias ventajas, como una fuerte permanencia, altas capacidades antifalsificación, precisión, resistencia a la abrasión y confiabilidad, lo que lo convierte en la solución ideal para el rastreo de códigos QR. Este artículo analiza el proceso de análisis del marcado láser de códigos QR en aleación de aluminio y presenta resultados y análisis experimentales.
Equipo de marcado y requisitos de código QR
El proceso de marcado láser implica el uso de los siguientes aparatos y el cumplimiento de los requisitos específicos del código QR:
Aparato:
Láser de fibra MOPA HFM-100W de Han’s Laser
espejo oscilante de 10 mm
f = lente de campo de 160 mm
Software de marcado Software de marcado HLM de Han’s Laser

Requisitos del código QR:
Tamaño total: 10*10 mm, rango de área de código 2D: 8*8 mm
Grado de lectura de código A
Tiempo de marcado: 2 segundos por pieza (2s/pcs)
Métodos:
Se utilizaron dos métodos diferentes de marcado láser:
(1) Marcado láser de baja velocidad en la superficie de la hoja de aleación de aluminio
(2) Marcado a alta velocidad y luego a baja velocidad: esto implicó la eliminación a alta velocidad de la capa de óxido en la lámina de aleación de aluminio, seguida de un marcado láser a baja velocidad.

Representaciones experimentales
Resultados Experimentales y Análisis
Los resultados experimentales mostraron diferencias notables entre los dos métodos de marcado láser:
El código QR producido por el Método 2 tenía una escala de grises más oscura en comparación con el Método 1.
El código QR creado por el Método 2 cumplió con el requisito de lectura de código de grado A.

Nivel de lectura de código
Un análisis en profundidad de los resultados experimentales reveló las razones subyacentes de estas diferencias:
Las imágenes SEM (microscopio electrónico de barrido) de las muestras proporcionaron información valiosa:
Método 1 (marcado a baja velocidad): la mayoría de las áreas etiquetadas mostraban poros del tamaño de una micra con numerosos montículos de agregados en diferentes superficies.

Método 2 (barrido blanco de alta velocidad): los puntos láser formaron agujeros grandes en la superficie de la muestra sin superponerse. Los agujeros formados no se fusionaron y solo se adhirieron unas pocas partículas de alúmina.
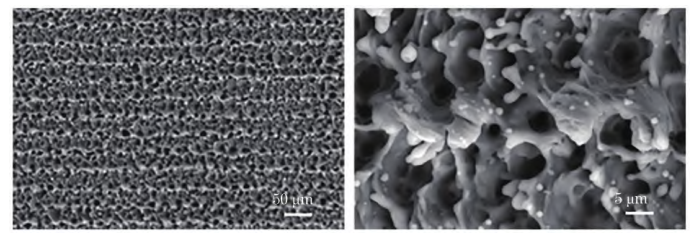
Método 3 (barrido blanco de alta velocidad y ennegrecimiento de baja velocidad): después del primer marcado rápido, la rugosidad de la superficie aumentó, se eliminó la película de óxido y el segundo marcado se volvió más intenso. El aluminio fundido ablacionado con láser se recondensó para formar una estructura de barra de corto alcance, que absorbió partículas nanométricas y flóculos.

Conclusión
El uso del primer proceso de marcado láser de baja velocidad y luego de alta velocidad, lo que da como resultado gráficos con una escala de grises más alta, es más adecuado para el marcado de códigos QR de superficies de aluminio de envases industriales. La formación de estructuras de poros de micras inducidas por láser en superficies de aleación de aluminio, junto con la presencia de partículas submicrónicas y nanométricas, contribuye a los cambios en la escala de grises y mejora las propiedades antirreflectantes, presentando finalmente una apariencia negra más profunda. El marcado láser surge como el método óptimo para asegurar la permanencia y trazabilidad de los códigos QR en superficies de aleación de aluminio en la producción de baterías de Litio.