

Por lo general, la pila eléctrica es una nueva energía limpia y actualmente un punto caliente de investigación en todo el mundo. Es un tipo de batería de almacenamiento que proporciona la fuente de energía para vehículos como un coche eléctrico, un tren eléctrico, una bicicleta eléctrica y un carrito de golf. Se ha aplicado a una amplia gama de industrias y se ha convertido en parte de la vida de las personas.
La batería de potencia se compone principalmente de material anódico, material catódico (material de carbono), separador, electrolito, carcasa de la batería, etc. Como componente central de los vehículos de nueva energía, determina directamente su rendimiento. La soldadura láser es un proceso de fabricación que integra estas materias primas en la celda de la batería, el paquete de baterías, etc., lo cual es crucial para todo el proceso de producción de la batería.
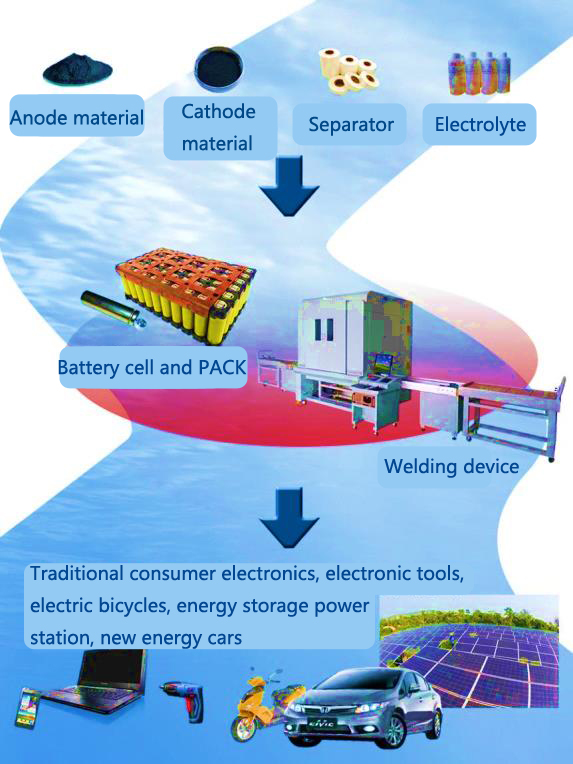
Figura 1 Composición y aplicación de la batería de potencia
1. Comparación de los métodos comunes de soldadura de baterías de potencia
En el proceso de producción de baterías eléctricas se aplican numerosas tecnologías de envasado: soldadura láser, soldadura por resistencia eléctrica, soldadura por ultrasonidos, tecnología de soldadura por transferencia de metal en frío (CMT), soldadura fuerte y blanda, soldadura por haz de electrones en vacío, etc. Unos métodos de soldadura adecuados y unos parámetros de proceso optimizados desempeñan un papel importante a la hora de ahorrar costes de producción de la batería eléctrica y garantizar su uniformidad, fiabilidad y seguridad. Flexible, eficiente y precisa, la soldadura láser es un tipo de proceso sin contacto que no sólo puede satisfacer los requisitos de rendimiento del proceso de producción de la batería de energía, sino que también supone un gran avance en el desarrollo de la tecnología de energía de nueva generación.
La siguiente figura 2 muestra algunas imágenes de cordones de soldadura con los métodos de soldadura habituales, cada uno de los cuales tiene sus ventajas e inconvenientes en determinados ámbitos de aplicación. El efecto de la soldadura por haz de electrones en vacío y la soldadura por láser es prácticamente el mismo, ya que ambas son soldaduras de alta densidad energética. Sin embargo, la soldadura por haz de electrones tiene elevados requisitos en cuanto a instalaciones y entorno de trabajo (vacío), por lo que existe una gran dificultad para la producción en serie. Actualmente, sólo se utiliza en la producción de algunos supercondensadores especiales. La soldadura por láser tiene las ventajas de: baja pérdida de material de soldadura, no requiere flujo de soldadura, hermosa costura de soldadura, rendimiento estable, fácil operación, buena calidad de soldadura, el alto grado de automatización y repetibilidad del proceso, que no puede ser igualada por otros métodos de soldadura.
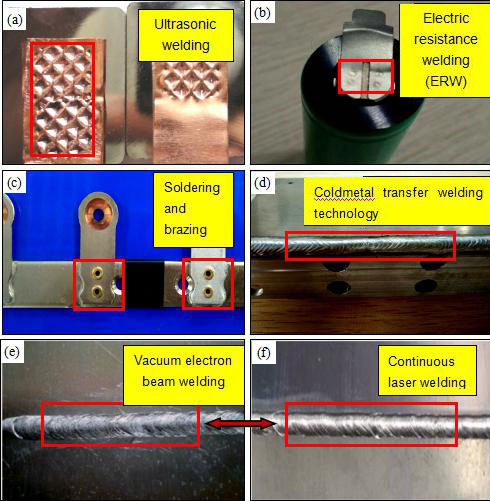
Figura 2 Comparación de las costuras de soldadura de los métodos de soldadura más comunes
(a) Soldadura por ultrasonidos;
(b) Soldadura por resistencia eléctrica (ERW);
(c) Soldadura fuerte y blanda;
(d) Tecnología de soldadura por transferencia de metal en frío;
(e) Soldadura por haz electrónico en vacío;
(f) Soldadura láser continua
2. Posiciones comunes de soldadura de la batería de potencia
Como se muestra en la Figura 3, las celdas de las baterías de potencia pueden dividirse en tres tipos: celdas prismáticas, celdas cilíndricas y celdas de bolsa, que se denominan así por su aspecto externo y sus dimensiones. Por ejemplo, el modelo prismático de iones de litio 383450 significa que la parte real de su célula mide 34 mm de ancho, 3,8 mm de grosor y 50 mm de largo. El modelo cilíndrico 18650 significa que el diámetro de su célula es de 18 mm y 65 mm de ancho. El modelo de celda de bolsa 383450 significa que la parte real de su celda mide 34 mm de ancho, 3,8 mm de grosor y 50 mm de largo.
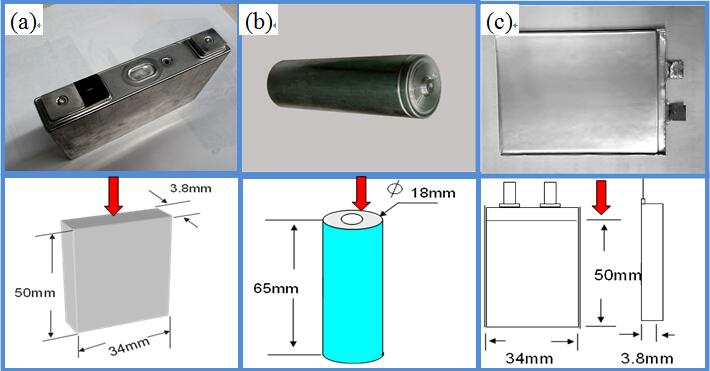
Figura 3 Dimensiones externas comunes de la batería de potencia
(a) Celda prismática (b) Celda cilíndrica (c) Celda en bolsa
Estos tres tipos de células se utilizan actualmente en la fabricación de coches eléctricos, siendo la célula prismática y la cilíndrica las más utilizadas. Las diferentes formas de las baterías eléctricas tienen diferentes parámetros de proceso de soldadura. El coche eléctrico Tesla en Estados Unidos puede ser un buen ejemplo. Adopta el paquete de baterías combinado con más de 7000 piezas de Panasonic NCR 18650 3100mah para garantizar una larga vida útil de la batería. Además, la serie BYD Dynasty, el coche eléctrico más vendido en el mercado chino, es otro ejemplo de paquete de baterías combinado con la célula prismática con carcasa de aluminio. En la figura 4 se muestra el proceso tecnológico de soldadura láser de la batería prismática.
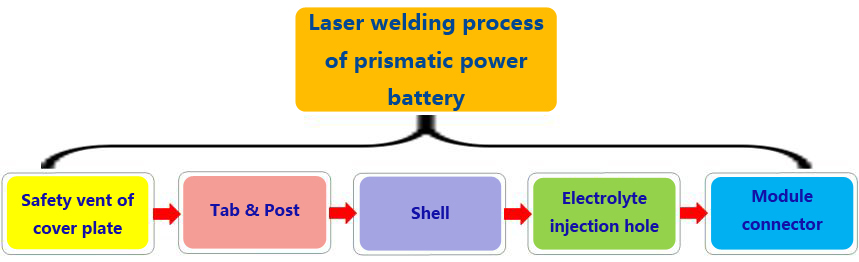
Figura 4 Proceso de soldadura láser de batería de potencia prismática
La batería de alimentación tiene seis posiciones de soldadura láser, es decir, el respiradero de seguridad de la placa de cubierta, la celda y el poste, la carcasa de la batería, el pasador de sellado (orificio de inyección de electrolito), la lengüeta de la batería, la lengüeta de la celda y la cubierta superior. Además, las posiciones de soldadura del supercondensador son principalmente su conector y su cátodo (soldadura de sellado). En la figura 5 se muestran las posiciones de soldadura láser del supercondensador y de diferentes tipos de baterías de potencia.
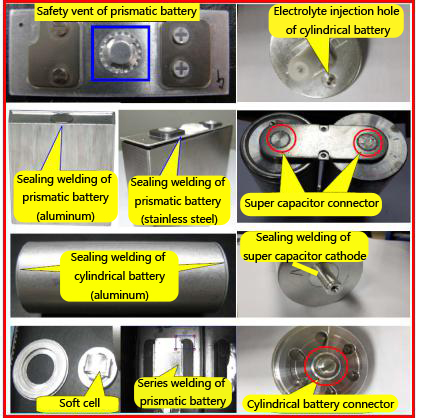
Figura 4 Proceso de soldadura láser de batería de potencia prismática
3. Estudio del proceso de soldadura láser de baterías de potencia
La aleación de aluminio y el acero inoxidable son los dos principales materiales de la carcasa de la batería. La aleación de aluminio más utilizada suele dividirse en aleación de aluminio 1xxx y 3xxx. El acero inoxidable tiene un buen rendimiento de soldadura láser. El acero inoxidable 304, por ejemplo, tanto si se suelda por láser pulsado como continuo, puede obtener un buen aspecto del cordón de soldadura y propiedades mecánicas. El grado de dificultad en la soldadura de aleaciones de aluminio es mucho mayor que en la soldadura de acero inoxidable, debido a problemas como la superficie de soldadura abombada, el orificio de aire interno, las chispas que saltan, etc. durante el proceso de producción. El abombamiento de la superficie de soldadura y el problema del orificio de aire interno pueden deberse a que el diámetro de la fibra es demasiado pequeño, la energía del láser está ajustada a un valor demasiado alto o la velocidad de soldadura es demasiado rápida. Hay muchos factores (como la limpieza del material, su pureza, sus propiedades, etc.) que pueden hacer que salten chispas en el cordón de soldadura.
En la producción práctica, según el material, la forma, el grosor y la fuerza de tracción, el personal del proceso de soldadura seleccionará el láser y los parámetros de proceso adecuados (como la velocidad de soldadura, la forma de onda, el valor de pico, el ángulo de inclinación del cabezal de soldadura, etc.) para asegurarse de que el efecto de soldadura final cumple los requisitos de los fabricantes de baterías eléctricas. Para las aleaciones de aluminio 1xxx y 3xxx pueden adoptarse tanto la soldadura pulsada como la continua. Sin embargo, la soldadura continua es la mejor opción entre otras series de aleación de aluminio. Tomando como ejemplo la batería prismática de potencia, en la siguiente parte se presentarán las características del proceso de soldadura láser.
3.1 Soldadura láser para carcasas de baterías prismáticas
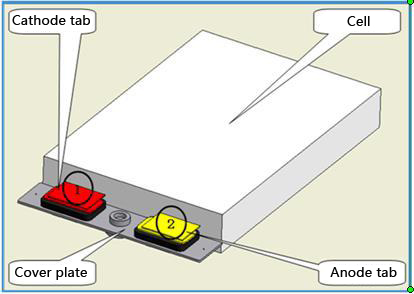
Figura 6 Estructura de la batería prismática
La figura 6 es el diagrama de estructura común de la pila prismática. La soldadura de la cubierta de la carcasa se divide en soldadura superior y soldadura lateral. En la parte superior hay una placa de cubierta rectangular con un terminal de salida de ánodo. Coloque la placa de cubierta en la carcasa de forma que quede enrasada con el extremo superior. A continuación, utilice láser repetitivo y continuo para soldar y sellar la costura entre la placa de cubierta y la carcasa. Este proceso se denomina soldadura superior, durante la cual no es necesario que el rayo láser se mueva. Después de fijar la batería prismática en la mesa de trabajo y apuntar el rayo láser a la costura de soldadura, poner en marcha la mesa de trabajo para hacer que la batería se mueva a lo largo de las coordenadas X, Y de la mesa de trabajo para formar el mismo patrón rectangular que la costura de soldadura.
Sin embargo, cuando se adopta el proceso de sellado por soldadura superior para la placa de cubierta de la batería prismática, no hay un paso de posicionamiento para colocar la placa de cubierta, y las demandas de tolerancia dimensional de la cubierta superior y la precisión del ensamblaje por soldadura son muy estrictas. En comparación con el proceso de soldadura superior, la soldadura lateral ofrece bajos requisitos de tolerancia dimensional. Y la cubierta superior se puede comprimir fácilmente. Sin embargo, la pieza debe girar y la fijación es necesaria durante la soldadura lateral, por lo que tiene un coste elevado y una eficacia baja. Al soldar la batería prismática 27148, por ejemplo, la soldadura superior es aproximadamente 1,5s más rápida que la soldadura lateral. Y puede producir otros 120 productos por hora que la soldadura lateral.
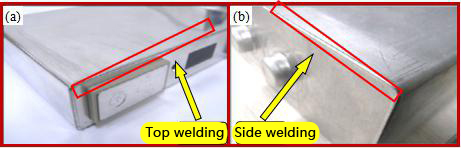
Figura 7 Proceso de soldadura superior y lateral para carcasa de batería prismática
(a)Soldadura de tapa: Soldadura superior; (b)Soldadura lateral: Soldadura lateral
En comparación, la soldadura superior y la soldadura lateral para la batería prismática tienen sus respectivas ventajas e inconvenientes:
La soldadura lateral influye mucho menos en el interior de la célula y será difícil que las salpicaduras penetren en el interior de la cubierta de la carcasa. La desventaja de este enfoque es que la cubierta de la carcasa puede abombarse después de ser soldada, lo que afectará al posterior proceso de ensamblaje. Por lo tanto, la soldadura lateral tiene mayores requisitos de estabilidad del láser, limpieza del material y holgura de ajuste entre la cubierta superior y la carcasa.
Dado que la soldadura superior realiza la soldadura en un plano y puede terminar de soldar los cuatro lados a la vez, se puede lograr una alta eficiencia de soldadura. Sin embargo, plantea exigencias muy elevadas en cuanto a la precisión de posicionamiento del proceso precedente y al nivel de automatización de la máquina de soldar. Cuando se adopte la soldadura superior para la batería prismática, ajuste la forma de onda, la potencia y la velocidad de soldadura de acuerdo con la situación real, ya que es muy probable que se produzcan problemas en las cuatro esquinas. Pero la soldadura láser para batería cilíndrica no tendrá ese problema: la batería cilíndrica suele fijarse en el mandril de tres mordazas para la soldadura lateral. No obstante, será más difícil que la batería cilíndrica integre posteriormente un módulo de batería.
3.2 Soldadura láser para el venteo de seguridad de baterías prismáticas
El respiradero de seguridad es un cuerpo de válvula de pared delgada en la placa de cierre. Cuando la presión interna de la batería supera el valor especificado, el respiradero de seguridad se rompe para proteger la batería. Con una estructura ingeniosa, muchos respiraderos de seguridad son diseños patentados de fabricantes de baterías. Sus fundamentos consisten en utilizar el láser para soldar dos chapas fijas de metal aluminoso. Cuando la presión interna supera cierto valor, la lámina de aluminio se agrieta en la ranura para evitar que la pila estalle. Por lo tanto, este proceso tiene altos requisitos técnicos para el proceso de soldadura láser, que debe permitir que la costura de soldadura esté bien sellada. Además, la presión de rotura del cordón de soldadura deberá ser mayor que la de la ranura de la chapa de aluminio. En la siguiente figura 8 se muestran dos ventilaciones de seguridad comunes.
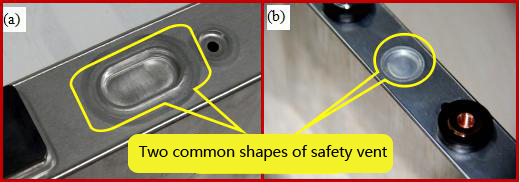
Figure 8 Common shapes of prismatic battery safety vent
Two common shapes of safety vent
La figura 9 muestra dos imágenes de cordones de soldadura de un respiradero de seguridad con soldadura láser continua y pulsada. Se puede adoptar láser continuo y pulsado para soldar venteo de seguridad. La soldadura de sellado continuo puede conseguirse mediante láser pulsado a través del solapamiento y la cobertura de los puntos de soldadura. Sin embargo, tiene una eficacia de soldadura relativamente baja y un rendimiento de sellado deficiente (si los parámetros no se ajustan correctamente, pueden producirse fallos al utilizar el láser de impulsos para soldar ventilaciones de seguridad). A pesar de que la soldadura láser continua tiene mayores requisitos de precisión de ensamblaje del producto, alta velocidad, soldadura de alta calidad y gran estabilidad de soldadura, se puede garantizar la eficacia y el rendimiento. Por ejemplo, se necesitan más de diez segundos para que un separador de ventilación de seguridad de 25*15 mm utilice un láser pulsado de 300 W para realizar la soldadura, mientras que para un láser de fibra monomodo de 1000 W, todo lo que se necesita son menos de 2 s.
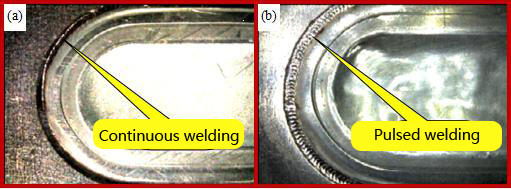
Figura 9 Imágenes de la costura de soldadura del respiradero de seguridad que adopta soldadura láser continua y pulsada
3.3 Soldadura láser de la lengüeta y el conector de la célula de batería prismática
El poste de la batería en la placa de cubierta tiene conexiones internas y externas:En el interior de la batería, la soldadura se realiza entre la lengüeta de la celda y el poste. Fuera de la batería, el poste de la batería se suelda a través del conector para formar un circuito en serie y un circuito en paralelo para constituir el módulo de la batería. La lengüeta es el cátodo y el ánodo de la pila, con aluminio para el ánodo y cobre para el cátodo. Según los distintos modelos de pilas, los tamaños de las lengüetas de aluminio (cobre) también son diferentes. Siempre que se cumplan los requisitos de diseño de la fuerza de tracción y la conductividad, se seleccionará preferentemente el láser de fibra con buena calidad de haz láser y punto láser pequeño. La figura 10 muestra la soldadura láser de fibra, soldadura láser para pestañas de batería entre aluminios y entre cobres.
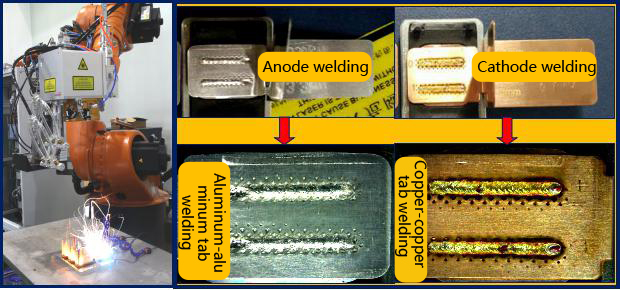
Figura 10 Soldadura del escáner galvanómetro entre la pestaña de la celda de la batería y el borne
Dado que el material, la estructura y el método de soldadura de la lengüeta de la batería y el conector son bastante similares, su proceso técnico es prácticamente el mismo. La diferencia es que el conector necesita una mayor intensidad de soldadura, ya que está situado en el exterior de la batería. Conector duro: Para el pack de baterías, el grosor del conector entre los postes de la batería está entre 1,5~2mm. Láser de fibra de 4000~6000W, acoplado con escáner galvanométrico de alta potencia y robot debe ser utilizado para maximizar la eficiencia de la producción: Impulsado por el escáner galvanométrico, el punto láser puede realizar soldaduras con una velocidad extremadamente alta (100~300mm/s) y salto en vacío (2000~3000mm/s). Cada vez que el robot se desplaza a una posición determinada, el escáner galvanométrico puede soldar de 4 a 9 postes, con mayor eficacia que otros láseres (con la misma potencia que el escáner galvanométrico, trabajando junto con la plataforma XYZ y el cabezal de soldadura). Véase la figura 11.
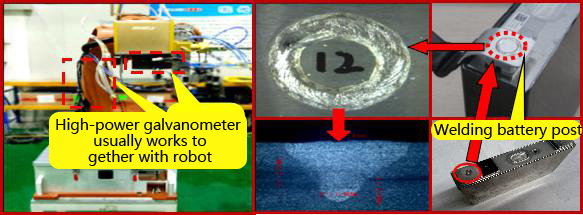
Figura 11 Soldadura del borne y conector de la batería
3.4 Soldadura por láser de la clavija de sellado de la batería prismática
Existen muchos tipos diferentes de pasadores de sellado (tapa del orificio de inyección), que se parecen mucho a una tapa circular de 8 mm de diámetro y 0,8 de grosor y pueden soldarse con láser pulsado. Cabe señalar que, dado que algunas tapas se forman mediante procesamiento en frío, las grietas en las costuras de soldadura pueden ser fácilmente causadas por el endurecimiento en frío y la tensión residual. Por lo tanto, el tratamiento térmico de la tapa es muy necesario antes de la soldadura. El pasador de sellado de la pila prismática suele soldarse mediante remachado o láser pulsado YAG. La eficiencia de producción puede ser de hasta 6PPM utilizando un láser pulsado LP YAG de 300W para soldar un perno de sellado con aprox. 8 mm de diámetro. Para aumentar la productividad, debe acelerarse la velocidad de soldadura. Así pues, el láser de fibra es una buena opción que permite la soldadura láser continua. Sin embargo, tiene mayores requisitos de limpieza del producto, ya que el electrolito residual y su cristal pueden provocar fácilmente salpicaduras de soldadura y pequeños agujeros. Por tanto, está claro que la limpieza láser es muy importante para este proceso.
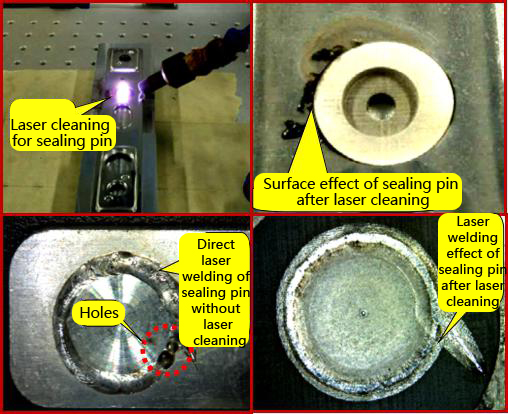
Figura 12 Soldadura láser continua para pasador de sellado
Summary
Independientemente del tipo de batería eléctrica, los problemas del proceso técnico aún deben resolverse de acuerdo con la situación práctica. Gracias a sus ventajas únicas, la soldadura láser se está utilizando ampliamente en la industria de las baterías eléctricas. Los problemas sin resolver esperan a que los estudiemos más a fondo, y aceleraremos nuestros esfuerzos para proporcionar dispositivos de soldadura mejores, más rápidos y más estables a los fabricantes de baterías y facilitar el desarrollo de la industria.

