

Introduction
Aluminum alloy welding is a critical process in various industries, and advancements in laser welding technologies have brought forth two prominent techniques: diode laser welding and fiber laser welding. In this article, we will explore and compare these two methods based on their stability, surface quality, weld profile, and depth-to-width ratio when welding aluminum alloys.
Diode Laser Welding Machine Welding Aluminum Alloy
1.Welding Process Stability
Diode laser welding machines offer excellent process stability due to their precise control over the laser output. The laser beam is generated by stimulating diode materials with an electrical current, providing a stable and consistent energy output during welding. This stability ensures consistent weld quality and minimizes the risk of defects.
2.Surface Quality
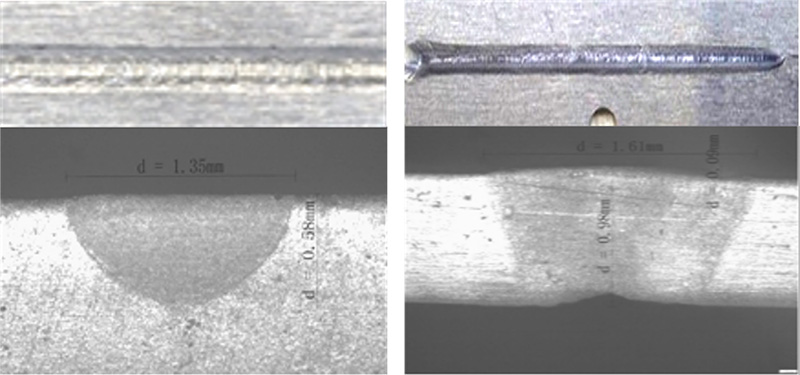
The weld seam produced by a diode laser welding machine exhibits a smooth and aesthetically pleasing appearance. The controlled energy delivery prevents the formation of common defects like pores and cracks on the weld surface, resulting in a high-quality finish suitable for various applications.
3.Weld Profile
The cross-section of the weld created by diode laser welding typically resembles a hemispherical shape. This shape indicates a well-controlled heat input, which is crucial for achieving even fusion and maintaining mechanical strength in the welded joint.
4.Depth-to-Width Ratio
The depth-to-width ratio of the weld in diode laser welding is approximately 1:2, implying that the weld’s penetration depth is around half of its width. This balanced ratio contributes to the weld’s mechanical integrity, making it suitable for applications requiring strength and durability.
Fiber Laser Welding Machine Welding Aluminum Alloy
1.Welding Process Stability
Fiber laser welding machines, while highly efficient in many applications, may exhibit some instability during the welding process. This instability can arise from fluctuations in the laser beam intensity, resulting from factors such as power variations or disturbances in the optical delivery system.
2.Surface Quality
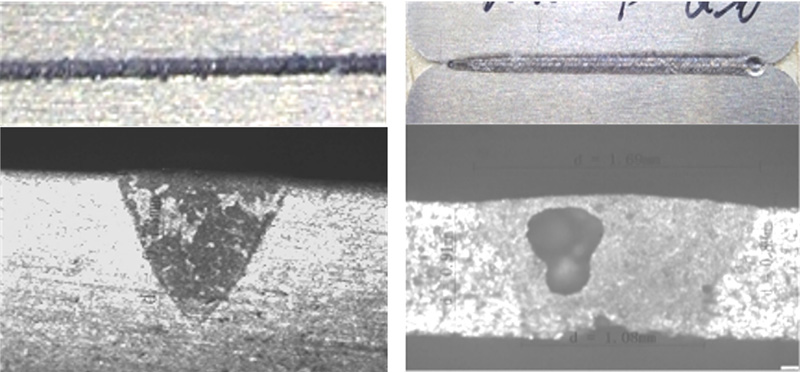
The weld surface formed during fiber laser welding can sometimes be of lower quality compared to semiconductor laser welding. Imperfections like splashes and pores may appear due to the fluctuations in the laser beam, affecting the overall appearance and potentially impacting the weld’s mechanical properties.
3.Weld Profile
The cross-section of the weld produced by fiber laser welding typically takes a V-shaped form. The V-shaped profile indicates that the weld’s penetration is deeper at the center and shallower towards the edges. This profile can result from uneven energy distribution during the welding process.
4.Depth-to-Width Ratio
The depth-to-width ratio of the weld in fiber laser welding is around 1.5:1. This means that the weld’s penetration depth is comparatively deeper concerning its width. While deeper penetration can be advantageous in some applications, it may also compromise the weld’s mechanical strength and lead to potential issues with distortion.
Conclusion
In summary, both diode laser welding and fiber laser welding offer unique benefits and challenges when welding aluminum alloys. Semiconductor laser welding excels in providing stable and high-quality welds with a controlled heat input, resulting in a smooth, defect-free surface and a balanced depth-to-width ratio. On the other hand, fiber laser welding, while highly efficient, may encounter some process instability and produce welds with a V-shaped profile, along with the risk of splashes and pores.
The choice between these two welding methods depends on the specific requirements of the application, the desired weld characteristics, and the available equipment. Manufacturers and industries must carefully evaluate the welding parameters, material properties, and project needs to select the most suitable welding technology for their aluminum alloy welding applications.