

In this article, we will conduct a series of small experiments using the Han’s 20W laser marking machine and a 160 lens to introduce the application of laser black marking on anodized aluminum.
The Influence of Pulse Frequency (Q-Frequency) on Laser Black Marking on Anodized Aluminum
Q-frequency refers to the number of pulses emitted by the laser per second, measured in KHz (kilohertz), where 20KHz represents 20,000 pulses per second. We conducted laser black marking experiments using different Q-frequencies, aiming to achieve the darkest possible result with slight variations in other parameters. The results are shown in the following figure:
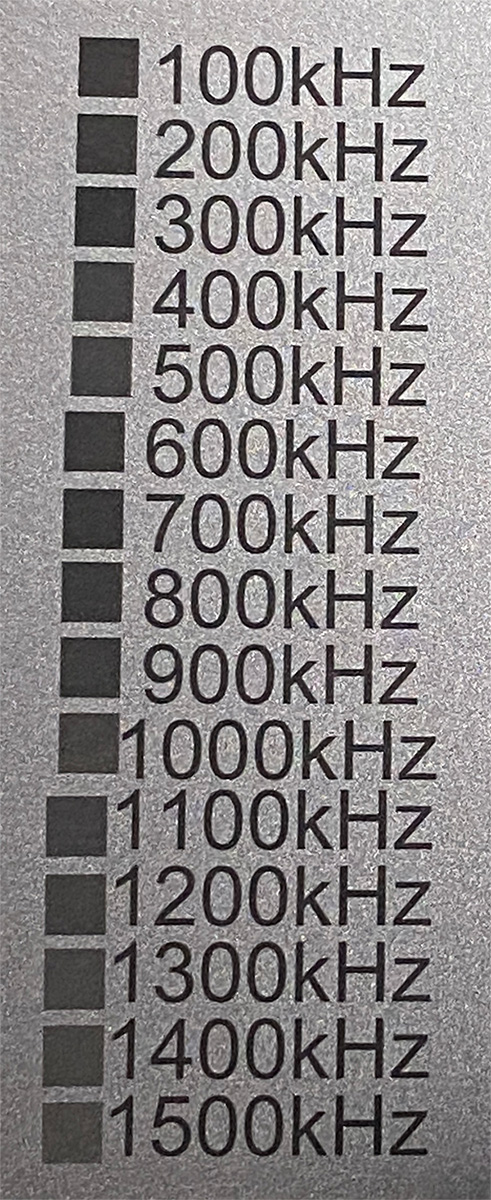
It can be observed that frequencies between 100KHz and 900KHz yield better results. Generally, it is recommended to use Q-frequencies between 200KHz and 800KHz.
The Influence of Pulse Width on Laser Black Marking on Anodized Aluminum
We conducted multiple laser black marking experiments on anodized aluminum using different pulse widths. The results are shown in the following figure:

It can be seen that as the pulse width decreases, the marking effect improves. Wide pulse widths, especially 200ns and 100ns, tend to damage the surface oxide layer, causing a whitish appearance when viewed from different angles. On the other hand, narrow pulse widths, especially 4ns and 2ns, produce a black and delicate effect, achieving the desired outcome.
The Influence of Marking Speed on Laser Black Marking on Anodized Aluminum
Laser marking speed refers to the speed at which the galvanometer mirrors move during the marking process. A lower marking speed produces finer, denser, and deeper strokes, while a higher marking speed results in less precise, sparse strokes with less depth. We conducted laser black marking experiments at different marking speeds, and the results are shown in the following figure:

It can be observed that marking speeds between 1000 and 5000 yield a black and uniformly delicate result. Speeds between 6000 and 8000 produce a grayish effect, and the marking tends to be uneven.
The Influence of Fill Density on Laser Black Marking on Anodized Aluminum
Fill density is also an important parameter that affects the marking effect. We conducted laser black marking experiments using different fill densities on anodized aluminum, and the results are shown below:

It can be observed that a denser fill results in a darker effect.
Summary of Laser Black Marking Parameters for Anodized Aluminum
Based on the four small experiments mentioned above and the experience of Han’s Laser engineering experts, we recommend the following parameters for laser black marking on anodized aluminum:
Marking speed (mm/s): 1000~5000
Q-Frequency(KHz): 200~80
Filling density (mm) : 0.0005~0.01
Power percentage(%): 40~90
Pulse width(ns): 2~4
Laser type: 20W mopa fiber
Lens: f160/f245
Processing efficiency: 0.1-0.4
By optimizing these parameters, laser black marking on anodized aluminum can achieve desired results in terms of darkness, fineness, and uniformity.